Select Your Country/Region
Current Region:
![]() USA (EN)
USA (EN)
Current Region:
![]() USA (EN)
USA (EN)
How can we help you?
The V-Series by Elmo Rietschle features durable and efficient rotary vane vacuum pumps and compressors. Our rotary vane pumps are known for their robust construction and compact design. They are engineered to provide consistent performance with minimal maintenance requirements. With a range of models catering to different capacities and vacuum levels, the V-Series stands out as a versatile choice for applications that require dependable vacuum technology.
Elmo Rietchle's dry running rotary vane vacuum pumps combine cutting-edge technology with a commitment to environmental sustainability. These pumps are designed to operate without the need for oil lubrication, eliminating concerns related to oil maintenance and potential contamination of pumped gases. Our oil-less rotary vane pumps contribute to a more sustainable and cost-effective solution for industrial processes.
Dry running rotary vane vacuum pumps, compressors, and pressure-vacuum pumps are well suited for industries and applications including drying, dust extraction, environmental engineering, food processing, food packaging, printing, and woodworking.
Dry running, oil-less rotary vane vacuum pumps operate based on the principle of using rotating vanes within a cylinder. As the vanes rotate eccentrically, they trap and compress air, creating a vacuum. Unlike oil-lubricated models, these pumps don't rely on lubricating oil for operation which makes them ideal for applications requiring cleanliness and dry conditions.

Dry Running rotary vane pumps and compressors are flexible solutions. Consider your specific application requirements and browse our product highlights below to choose the right vacuum pump for your application. Contact our team if you need assistance, our experts are happy to help!
Capacities ranging from 2 to 7 cfm, ultimate vacuum 25.5 inHgV. Compact, easy to install. Low noise level and corrosion-resistant rotors, hose connection, and exhaust silencer as standard.
Capacities from 8 to 30 cfm, ultimate vacuum of 25.5 inHgV. Sound cover reduces noise level, enhances cooling and protects operators from touching hot surfaces. Comes with built-in suction filters and vacuum valves and low vibration, easy to operate, install and service.
Capacities from 39 to 91 cfm, ultimate vacuum of 25.5 inHgV. Featuring bearings on both sides of the rotor, and flange mounted motor with bolt coupling. High efficiency and low noise operation. Easy to operate and service.
Capacities from 2 to 7 cfm, pressure up to 14.5 psig. Compact design, easy to build into machines, with low noise level. Hose connector, inlet silencer and pressure relief valve fitted as standard.
Capacities from 36 to 91 cfm, pressure up to 22 psig for continuous operation and up to 32 psig for intermittent operation. Featuring bearings on both sides of the rotor, and flange mounted motor with bolt coupling. High efficiency and low noise operation. Easy to operate and service.
Capacities from 28 to 95 cfm, vacuum up to 18 inHgV, pressure up to 10 psig. High efficiency and low noise level. Sound cover allows a ducted cooling air outlet. Easy to operate and service.

Elmo Rietschle's oil lubricated rotary vane vacuum pumps represent a robust and dependable solution for various industrial applications. Oil acts as a lubricant and a sealing agent, contributing to reliable vacuum performance across different pressure levels. Oil lubrication ensures smooth and efficient operation, reduces wear, and extends the pump's lifespan.
Elmo Rietchle's engineering expertise ensures that the oil-lubricated rotary vane pumps exceed industry standards for durability and performance. Oil-lubricated pumps are an ideal solution when your application requires a consistent and powerful vacuum. They are common in applications ranging from manufacturing processes to packaging and material handling.
Oil lubricated rotary vane vacuum pumps operate by using a rotating vane mechanism within a cylindrical chamber. The vanes slide in and out, maintaining contact with the chamber walls. Oil lubrication is integral to the system, providing sealing, cooling, and lubrication for efficient and reliable operation. As the vanes rotate, they create varying chamber volumes, generating suction and compression cycles that result in the creation of a vacuum.

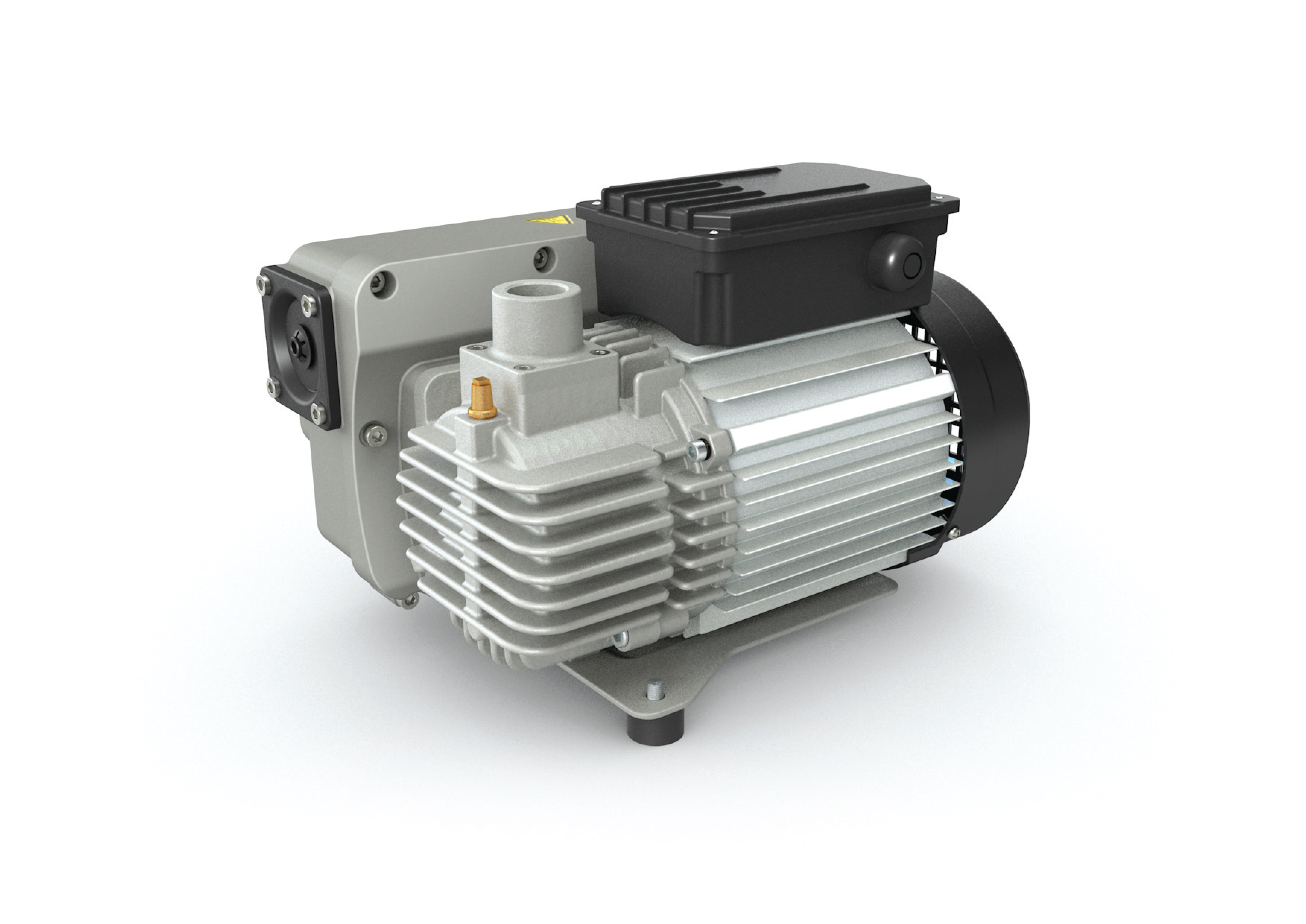
Capacities from 6 to 11 cfm (10 to 24 m³/h), reaching an ultimate vacuum of up to 29.86 inHg (gauge) [2 mbar (abs.)]. This needs little space thanks to its overhung rotor design and integral motor. Standard models come with a fine mesh filter, vacuum non-return valve and oil separator. This pump is ideal for any environment as it is quiet running.
Capacities ranging from 12 to 16 cfm (20 to 26.5 m³/h), and an ultimate vacuum of 29.86 inHg (gauge) [2 mbar (abs.)]. Designed especially for installation into small vacuum packaging machines. Features a flange mounted motor, bearings on both sides of the rotor and air cooling. Fitted with a fine mesh filter, vacuum non-return valve and oil separator.
Capacities ranging from 15 to 29 cfm (25 to 30 m³/h); V-VCE at 29.62 inHg (gauge) [10 mbar (abs.)]; flange mounted motor, bearings on both sides of the rotor, air cooling. Fitted as standard with fine mesh filter, vacuum non-return valve, gas ballast valve and oil separator.
Capacities ranging from 30 to 903 cfm (40 to 1,535 m³/h), and an ultimate vacuum of 29.91 inHg (gauge) [0.5 mbar (abs.)]. Flange mounted motor, bearings on both sides of the rotor, oil/air heat exchanger. All models include aluminum alloy vanes, back pressure gauge, gas ballast valve(s), non-return valve and easy-access replaceable oil separators. Sizes of 400 m³/h and above include 5 micron paper inlet filter(s) and double-walled cylinder construction.

 Afghanistan(EN)
Afghanistan(EN)